75
What is causing rounded Corners on my prints?
(discuss.tchncs.de)
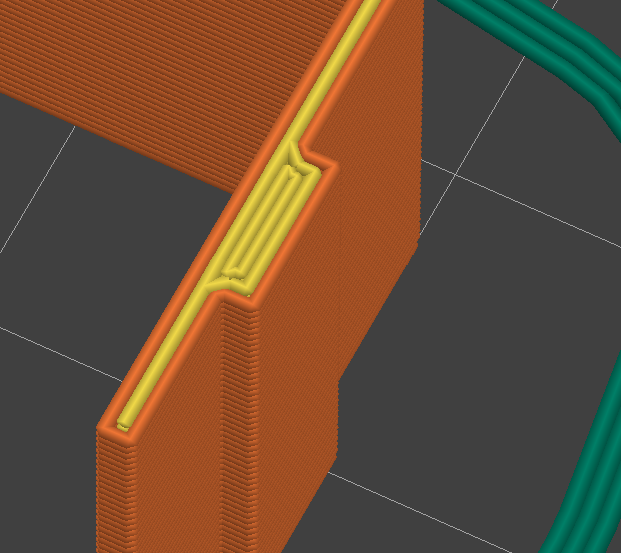
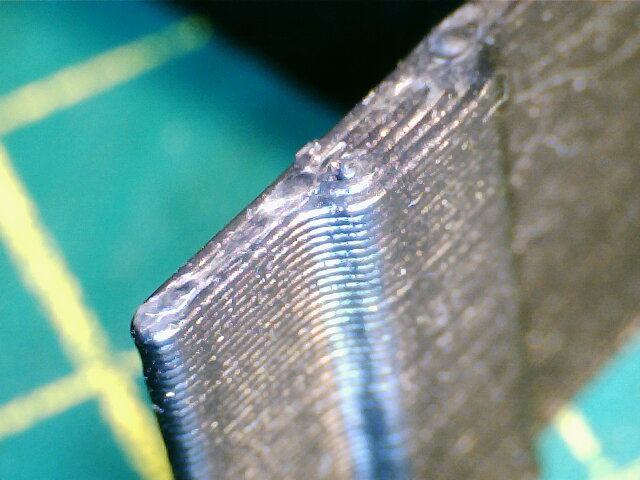
I built my 3D printer a couple of months ago, but I can't get it to print sharp corners. The corners in the picture should be 90°, without any fillets:
During this test print, I played with multiple parameters: speed, temperature, acceleration, junction deviation, linear advance. All of these were also individually tuned previously. Nothing seems to make a difference.
Could this be a issue with the construction of my printer? I'm beginning to think my hotend isn't rigid enough, but then I would at least expect better results at low speeds.
Edit: the printer is a CoreXY of my own design running Marlin 2.1.2.1. The Slicer is PrusaSlicer with most settings left as default (but increased speeds)
So, 3d prints will always have a radius on corners that is roughly equal to half the extrusion width. This is because the nozzles are circular, and the plastic comes out in a circular cross section.
From what I can tell on the picture of your part, you have a relatively wide extrusion width set up. what's the sliced width? what's the size of your nozzle?
If you want very sharp corners, you'll need to drop down to a smaller nozzle diameter to maintain other aspects of print quality- generally extrusion widths should be at least the width of the nozzle. The reason being is that your printer relies on getting good 'squish' to keep the layers adhering stronger, and the way a printer gets narrower extrusion widths is by 'stretching' the filament along, which kind of weakens things.
If you're using prusa slicer, it's a simple matter to reduce EW specifically on external perimeters and get a nice print without sacrificing too much in the way of strength, but if the difference between internal perimeters and external perimeters are too large... things may go wonky. at that point, it might be prudent to drop down to a smaller nozzle diameter. (which prints things slower.)
A minor word of warning, however. Fillets and chamfers are important aspects of design. having sharp corners looks good, sure, but putting a fillet or chamfer on an internal corner makes a stronger part.
The part is just pretty small, I have the EW set to 0.45 mm withe 0.4 nozzle. But I will try turning it down further.
The rounding looks much more extreme than what I would expect or have seen on other printers I worked with (mostly Ultimakers).
Huh. Maybe it’s just the perspective, it looked maybe closer to .6mm.
Just to verify, you’ve checked that the printer extrudes .45mm of width when called? (Tuning extruder esteps and extrusion multiplier, and double checking filament diameter,)?
As a sanity check, I’d compare the overall width of the part to what you were expecting.