35
Could use some help.
(lemmy.world)
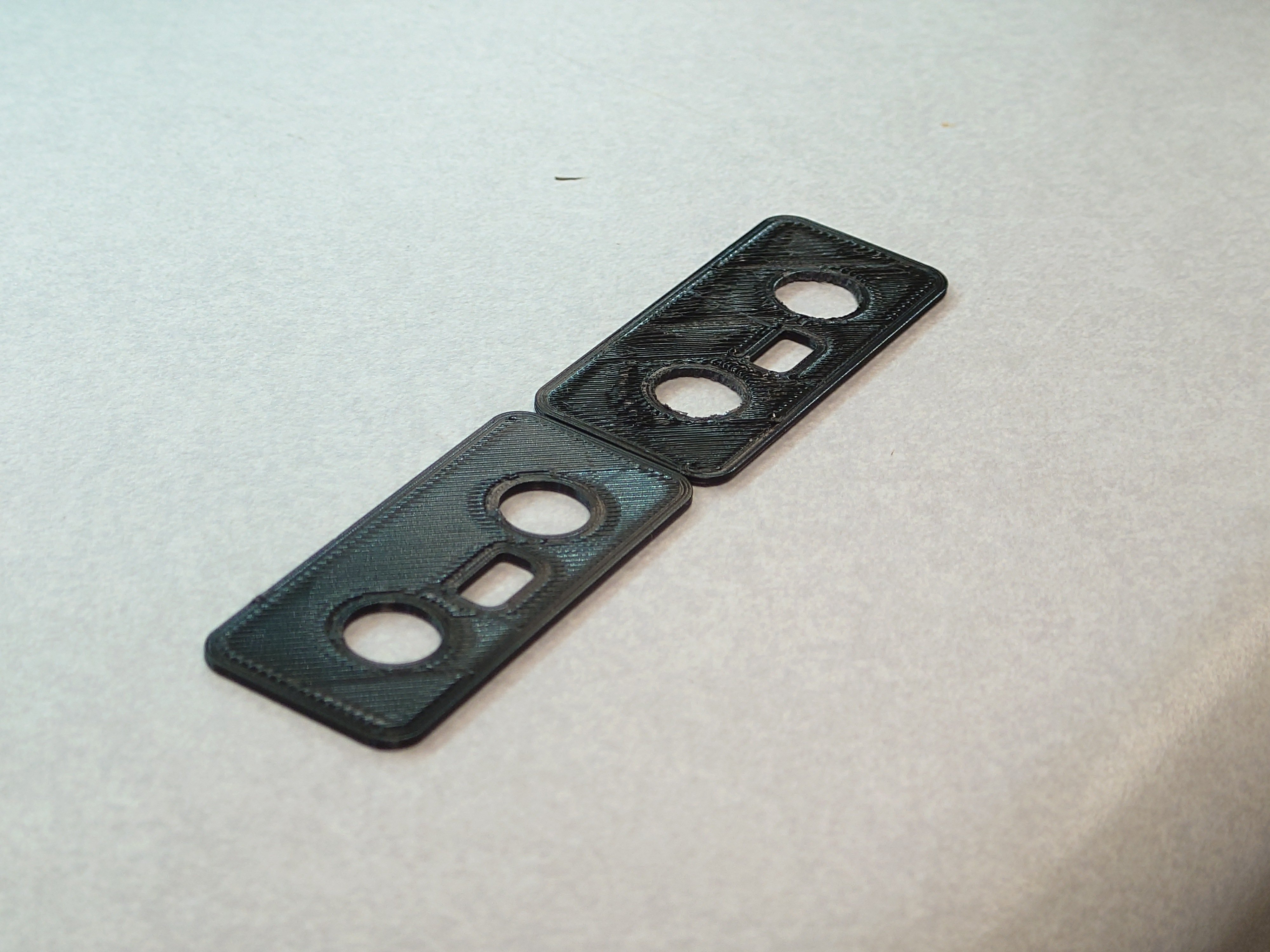
So I'm trying to get my printer to a point where i can pretty consistently turn out high quality prints, but I'm at a point now where i get results like this. These two prints are from the same batch, same print job, and I'm completely clueless on how to fix it. I have an ender 3 v2 with a bltouch, I've adjusted the eccentric nuts, tightened the belts until the tips of my thumb and index finger couldn't tighten them any further, bed is level, using hatchbox pla. I know i can do ironing to fix the cosmetic problem, but I'd prefer to fix the root issue if possible.